
Why Cabinet Batteries Matter for Industry
In the global energy storage export market, cabinet batteries are gaining traction as a preferred solution for industrial and commercial buyers. Unlike wall-mounted systems designed for residential or small-business use, cabinet batteries are engineered for higher capacity, modularity, and reliability. For exporters, understanding and communicating their advantages is key to winning large-scale industrial contracts.
1. Higher Capacity in a Compact Footprint
- Benefit: Cabinet batteries consolidate multiple modules into a single enclosure, offering storage capacities from tens to hundreds of kWh.
- Industrial Value: Suited for factories, warehouses, and telecom stations where space is limited but energy demand is high.
Exporter Tip: Highlight the energy density per square meter when addressing industrial buyers.
2. Modular and Scalable Design
- Benefit: Cabinets can be stacked or paralleled, allowing customers to start small and expand.
- Industrial Value: Matches the growth patterns of businesses without requiring full upfront investment.
Exporter Tip: Emphasize future-proof scalability to reassure buyers with expanding operations.
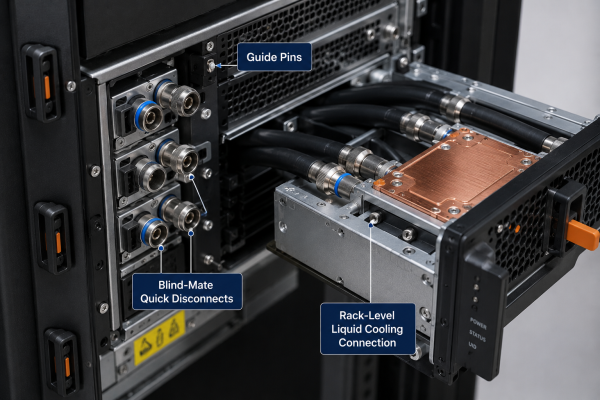
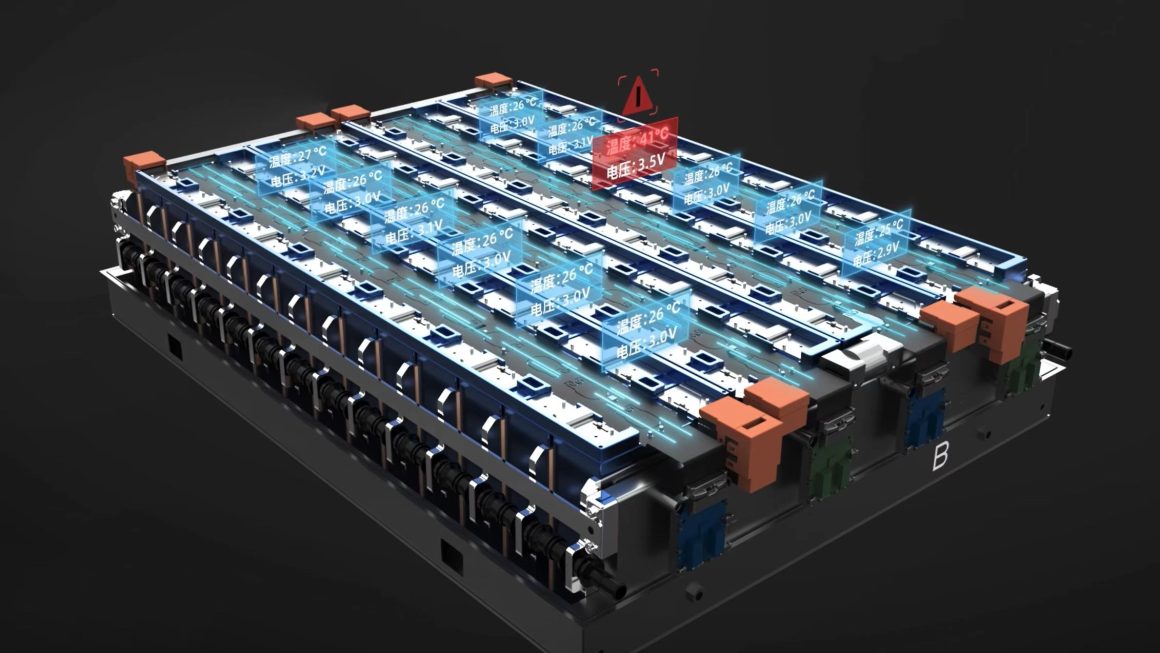
3. Integrated Safety and Thermal Management
- Benefit: Cabinets often include battery management systems (BMS), fire suppression, and thermal controls.
- Industrial Value: Ensures safe operation in demanding environments such as high-temperature regions or continuous-use facilities.
Exporter Tip: Stress compliance with UL, CE, IEC, and fire safety standards.
4. Simplified Installation and Maintenance
- Benefit: Pre-engineered cabinets reduce on-site wiring and installation complexity.
- Industrial Value: Faster commissioning reduces downtime and labor costs.
Exporter Tip: Position cabinet solutions as plug-and-play for industrial users.
5. Durability in Harsh Environments
- Benefit: Cabinets offer strong physical protection against dust, moisture, and mechanical stress.
- Industrial Value: Essential for industries in the Middle East, Africa, or Southeast Asia where climate challenges affect performance.
Exporter Tip: Provide IP ratings and stress-test data to back claims.
6. Financial and Operational Benefits
- Cost Efficiency: Reduced installation and maintenance overheads improve ROI.
- Operational Stability: Cabinets support high discharge rates and heavy-duty cycles.
- Resilience: Ensures business continuity during outages or unstable grid conditions.
Exporter Tip: Translate performance benefits into ROI and TCO terms that financial stakeholders understand.
7. Typical Industrial Applications
- Manufacturing Plants: Peak shaving and backup for production lines.
- Telecom Infrastructure: Reliable backup for towers and data centers.
- Commercial Complexes: Energy management and demand charge reduction.
- Microgrids: Core storage units for industrial parks or remote mining sites.
Exporter Tip: Use regional case studies to make applications more relatable for international buyers.
Cabinet Batteries as the Industrial Standard
Cabinet batteries bridge the gap between residential storage and utility-scale solutions, making them the ideal choice for industrial buyers. Their modularity, safety features, and durability align perfectly with global industrial demands. Exporters who position cabinet batteries as scalable, safe, and cost-efficient solutions can secure long-term partnerships in the competitive ESS export market.